一、實現(xiàn)沖壓自(zì)動化的意義
傳統的人工(gōng)生産線,雖然在建設初期投入相對(duì)較小(xiǎo),但(dàn)随着市場需求的擴大(dà),其固有的效率低(dī)下(xià)、産品質量穩定性較差等缺點越來(lái)越影響企業的發展。自(zì)動化生産線恰好(hǎo)可以讓這(zhè)些(xiē)問題得到(dào)解決。較高(gāo)的生産效率、穩定的産品質量以及規模生産條件下(xià)更低(dī)的單件生産成本,正是自(zì)動化沖壓生産線的優點,尤其對(duì)大(dà)型車身覆蓋件生産而言,這(zhè)些(xiē)優點更爲突出。因而,現(xiàn)今主機廠(chǎng)一般在大(dà)型沖壓生産線規劃初期,就會(huì)直接考慮采用(yòng)自(zì)動化。
二、沖壓自(zì)動線的組成
就設備組成而言,沖壓自(zì)動線一般包括壓力機和(hé)自(zì)動化系統,這(zhè)裏主要談談自(zì)動化部分。沖壓自(zì)動化系統通常包含拆垛系統、自(zì)動傳輸系統和(hé)線尾出料系統。

1.拆垛系統
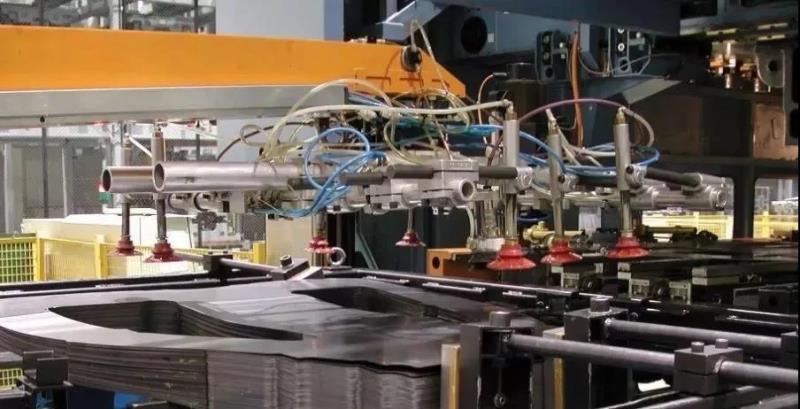
一套完整的沖壓自(zì)動化拆垛系統主要包括2台軌道(dào)移動式上(shàng)料小(xiǎo)車(每個上(shàng)料小(xiǎo)車上(shàng)配備4~8個活動可調磁力分張器通常爲永磁鐵(tiě),用(yòng)于闆料的分離)、拆垛手(機械手或機器人)、傳送裝置(多爲磁性皮帶機)、闆料清洗機(選項)、闆料塗油機(選項)、闆料對(duì)中台及控制系統等組成,具體如圖2所示。
當上(shàng)料小(xiǎo)車裝載料垛(可包括托盤)由換垛位置回到(dào)拆垛位置後,闆料由拆垛手從(cóng)料垛拾取,通過傳送裝置穿過清洗機、塗油機送到(dào)達對(duì)中台。闆料經過對(duì)中定位後,便可開(kāi)始後序沖壓生産。

2.自(zì)動傳輸系統
自(zì)動傳輸系統用(yòng)于各工(gōng)序間毛坯或工(gōng)件搬運傳輸。傳輸機構主要有機械手和(hé)機器人兩種。
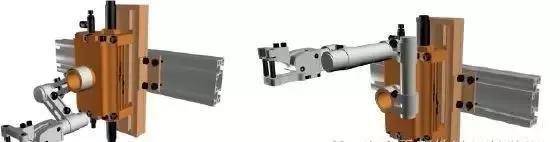
随着沖壓自(zì)動化技術的不斷進步,機械手自(zì)動傳輸機構的形式也(yě)日新月異。自(zì)動傳輸機構的形式差異,也(yě)是目前沖壓自(zì)動線不同形式的主要區(qū)别所在。上(shàng)世紀末廣泛應用(yòng)的平行四邊型機械手結構目前已經逐步淘汰,取而代之的是高(gāo)速、穩定的單臂或雙臂橫杆式傳送機構。瑞士Gudel的Robobeam、德國前MW的Speedbar以及日本Komatsu的H*TL系統中的傳輸機構均是現(xiàn)今高(gāo)速沖壓自(zì)動線傳輸機構的典型代表,如圖3所示。
另外(wài)機器人傳輸方式由于自(zì)身特點獨樹一幟,在老(lǎo)線改造及速度較低(dī)、投入較少的生産線中仍有一定的應用(yòng)空(kōng)間。
3.線尾出料系統
線尾出料系統由出料輸送帶、照明(míng)、工(gōng)件檢驗台、人工(gōng)或自(zì)動裝箱機構及控制系統等構成。主要任務是将成品沖壓件輸送至合适的位置便于裝箱(或自(zì)動裝箱),并爲沖壓件檢測提供條件。
三、沖壓自(zì)動線的主要形式
目前沖壓自(zì)動線的形式主要有以下(xià)幾種:
1.“普通壓力機+機器人傳輸”形式
機器人傳輸形式柔性高(gāo),使用(yòng)方便且成本較低(dī),但(dàn)穩定性較差,速度相對(duì)較慢,不适合大(dà)批量高(gāo)速生産。

2.“普通壓力機+單臂機械手”傳輸形式
單臂機械手傳輸形式由于成本相對(duì)較低(dī)、具有一定的靈活性,目前仍有一定的發展空(kōng)間。
3.“高(gāo)速壓力機+橫杆式”傳輸形式(高(gāo)速線)
橫杆式傳輸形式具有高(gāo)速、高(gāo)穩定性等特點,已經在大(dà)型覆蓋件生産中得到(dào)廣泛應用(yòng)。
4.“多工(gōng)位壓力機+步進式”傳輸形式

工(gōng)位生産線已經有多年的曆史,傳輸方式已經由原來(lái)的機械式傳輸演變爲今天的電子控制式傳輸,整體結構也(yě)由單一的單滑塊發展爲單滑塊、多滑塊并存。由于速度快(kuài)、穩定性高(gāo),一直以來(lái)爲各主機廠(chǎng)廣泛使用(yòng)。尤其多滑塊多工(gōng)位,其特性基本與高(gāo)速線接近。
四、沖壓生産線規劃選型原則
選擇什(shén)麽樣規模的生産線,取決于需要生産什(shén)麽樣的沖壓件。對(duì)于占汽車車身10%的超大(dà)型沖壓件,一般采用(yòng)總噸位6000t以上(shàng)的沖壓線;25%左右的大(dà)中型沖壓件,采用(yòng)4000t左右沖壓線;25%左右的中型沖壓件,采用(yòng)2500t左右沖壓線;其餘40%左右中小(xiǎo)件,基本采用(yòng)1000t以下(xià)生産線。
至于沖壓線采用(yòng)什(shén)麽形式,則取決于需要生産的沖壓件的種類及産量。少品種小(xiǎo)批量,通常采用(yòng)普通人工(gōng)線,而多品種大(dà)批量,則适合采用(yòng)高(gāo)速沖壓自(zì)動線。
五、沖壓自(zì)動線産能(néng)核算(suàn)
産能(néng)核算(suàn)是沖壓自(zì)動線規劃最爲關鍵的環節之一,産能(néng)核算(suàn)結果直接決定生産線的投入數量,也(yě)就直接影響投資。
根據生産線選型結果,結合生産組織水(shuǐ)平,參考前期及同行經驗,可以獲得生産線的常用(yòng)生産節拍(pāi)(spm)、綜合故障率(由設備工(gōng)裝故障及生産組織等問題造成的停線時(shí)間比例)和(hé)單次換模時(shí)間。另外(wài),根據工(gōng)廠(chǎng)生産管理(lǐ)實際情況,可以知(zhī)道(dào)标準批量(每批次生産件數)、每日工(gōng)作(zuò)時(shí)間、日用(yòng)餐停線時(shí)間和(hé)年工(gōng)作(zuò)天數。
隻要知(zhī)道(dào)年産能(néng),結合規劃給定的生産綱領和(hé)沖壓件種類,便能(néng)很(hěn)容易計(jì)算(suàn)出需求的生産線數量。
六、沖壓自(zì)動線規劃需考慮的主要因素
沖壓自(zì)動線規劃是個比較複雜(zá)的過程,除了(le)上(shàng)面提到(dào)的産能(néng)核算(suàn),還有很(hěn)多因素需要考慮。
1.是否采用(yòng)同步技術
同步技術在沖壓自(zì)動化領域的應用(yòng)已經得到(dào)廣泛的認可,它對(duì)提升生産節拍(pāi)有着重要的意義。
傳統的沖壓自(zì)動化生産過程中,壓機始終采用(yòng)“單次”運行模式,下(xià)料手(下(xià)料機械手/機器人)需等到(dào)壓機完成整個沖壓循環滑塊回到(dào)上(shàng)死點停止後才開(kāi)始動作(zuò),上(shàng)料手(上(shàng)料機械手/機器人)需等下(xià)料手退出壓機工(gōng)作(zuò)區(qū)域後開(kāi)始啓動,而壓機滑塊又需等下(xià)料手完全退出壓機工(gōng)作(zuò)區(qū)域後再開(kāi)始下(xià)行,每個循環周期較長,從(cóng)而直接影響整線生産節拍(pāi)。
同步技術是指生産過程中,壓機采用(yòng)“連續”運行模式,通過精确的計(jì)算(suàn),讓上(shàng)下(xià)料手和(hé)壓機滑塊“同步”啓動,下(xià)料手在滑塊回程上(shàng)行到(dào)一定角度(回到(dào)上(shàng)死點前)後便開(kāi)始取件 ,上(shàng)料手在滑塊下(xià)行到(dào)一定角度前完成送件,在保證整個過程不出現(xiàn)幹涉的情況下(xià)完成取送件動作(zuò)。同時(shí)爲了(le)保證下(xià)料手在完成取件後有足夠的時(shí)間将工(gōng)件送入下(xià)道(dào)工(gōng)序,相鄰兩台壓機滑塊運動過程中始終保持合理(lǐ)的相位差,從(cóng)而讓上(shàng)下(xià)料手可以工(gōng)作(zuò)的周期相對(duì)加長。
尤其對(duì)于大(dà)批量大(dà)型覆蓋件沖壓生産而言,高(gāo)速沖壓自(zì)動線加同步技術比包括單滑塊多工(gōng)位在内的其他(tā)方式有更爲明(míng)顯的優勢。
2.壓機重點參數—滑塊行程
生産線規劃時(shí),要考慮的壓機參數很(hěn)多,其中滑塊行程直接影響自(zì)動化實現(xiàn)的可行性及難易程度,在規劃時(shí)需重點關注。
滑塊行程的選擇,與需要生産的沖壓件的拉延深度、端拾器的高(gāo)度等直接有關。規劃時(shí)所确定的滑塊行程,必須保證上(shàng)下(xià)料手抓取工(gōng)件水(shuǐ)平運動過程中端拾器與上(shàng)模最低(dī)點及下(xià)模最高(gāo)點保持足夠的安全空(kōng)間。
由于大(dà)型覆蓋件的拉延深度大(dà)多超過200mm,所以,大(dà)型高(gāo)速沖壓自(zì)動線的壓機滑塊行程一般在1000mm以上(shàng)。
3.模具及端拾器的結構形狀
爲了(le)獲得理(lǐ)更爲想的幹涉曲線,除了(le)滑塊行程、速度-加速度曲線等壓機固有參數或固有特性需要重點考慮外(wài),模具及端拾器的結構形狀,也(yě)應納入考慮範疇。合理(lǐ)的模具及端拾器結構,能(néng)夠有效彌補自(zì)動化方面存在的不足,從(cóng)而提高(gāo)沖壓自(zì)動化生産的可行性。
此外(wài),模具設計(jì)時(shí)還應考慮以下(xià)内容:同一生産線模具閉合高(gāo)度相差不宜過大(dà)(最好(hǎo)一緻);下(xià)模盡可能(néng)裝有制件到(dào)位傳感器;模具安裝槽的位置盡量統一(可以減少自(zì)動夾緊器的數量,降低(dī)成本);廢料能(néng)夠順利排出工(gōng)作(zuò)台外(wài)(部分排料困難位置加沖頂裝置);成型類模具配備制件頂松裝置(如彈頂銷或頂出氣缸)和(hé)避免出現(xiàn)較大(dà)的斜楔機構,盡量多采用(yòng)旋轉斜楔。
4.對(duì)鋼闆料垛的要求
與手動線相比,自(zì)動化沖壓生産,對(duì)鋼闆毛坯料垛的規整程度有更爲嚴格的要求。如果料垛不夠整齊,會(huì)造成磁力分張效果差(易産生雙料現(xiàn)象),拆垛手抓取闆料位置不夠準确等問題。因此,自(zì)動線投入之前,爲保證生産效率達到(dào)目标值,必須明(míng)确對(duì)鋼闆料垛的要求。
5.對(duì)沖壓件工(gōng)藝排布的要求
(1)同一件模具的送料中心與生産線中心對(duì)應關系盡量一緻;
(2)盡量減少制件傳輸過程中的旋轉,尤其高(gāo)速沖壓線及多工(gōng)位,應避免制件繞Z軸旋轉;
(3)同一件生産過程中送料面高(gāo)度盡可能(néng)一緻(能(néng)夠有效較少節拍(pāi)損失)。
6.對(duì)生産管理(lǐ)的要求
(1)及時(shí)做好(hǎo)模具線下(xià)保養,減少在線維護時(shí)間;
(2)相鄰生産批次的模具閉合高(gāo)度相差不大(dà)(可以減少裝模高(gāo)度調整時(shí)間);
(3)毛坯及模具在生産批次切換前準備就緒;
(4)成品件及時(shí)轉移;
(5)保持良好(hǎo)的環境清潔度;
(6)設備操作(zuò)和(hé)維護保養的規範化。

免責聲明(míng)
文(wén)章來(lái)源:網路
凡資訊來(lái)源注明(míng)爲其他(tā)媒體來(lái)源的信息,均爲轉載自(zì)其他(tā)媒體,并不代表本網站(zhàn)贊同其觀點,也(yě)不代表本網站(zhàn)對(duì)其真實性負責。您若對(duì)該文(wén)章内容有任何疑問或質疑,請(qǐng)立即與後台小(xiǎo)編聯系,平台将迅速給您回應并做處理(lǐ)。